您好,歡迎訪問東莞市大為機(jī)械設(shè)備有限公司官網(wǎng)!

大為機(jī)械,大有可為
自動化貼標(biāo)套標(biāo)灌裝包裝機(jī)械研產(chǎn)銷一站式廠家
全國服務(wù)熱線13729987878
全國服務(wù)熱線13729987878
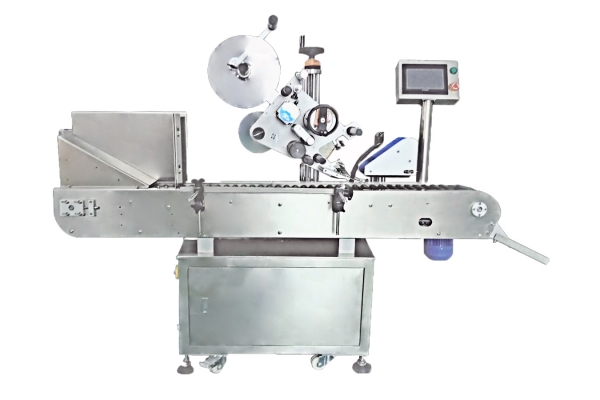
當(dāng)前主流圓瓶貼標(biāo)機(jī)采用雙伺服電機(jī)同步驅(qū)動系統(tǒng),通過PLC編程實(shí)現(xiàn)送標(biāo)、定位、貼標(biāo)三軸聯(lián)動,將貼標(biāo)精度提升至±0.1mm。設(shè)備配備德國西門子伺服系統(tǒng)實(shí)時監(jiān)測標(biāo)簽張力,配合日本SMC真空吸附裝置,確保標(biāo)簽在高速運(yùn)轉(zhuǎn)中精準(zhǔn)貼合曲面瓶身。以浙江康凌機(jī)械制造有限公司的專利技術(shù)(CN222906111U)為例,其可調(diào)節(jié)組件優(yōu)化錐形容器貼標(biāo)適應(yīng)性,適配直徑25-120毫米、高度25-300毫米的圓瓶,貼標(biāo)速度達(dá)75張/分鐘。
全鋁合金框架與304不銹鋼部件通過IP65防護(hù)等級認(rèn)證,適應(yīng)潮濕、粉塵等復(fù)雜工況。針對異形瓶場景,柔性壓標(biāo)機(jī)構(gòu)配合UV固化系統(tǒng)實(shí)現(xiàn)即時粘合,避免傳統(tǒng)熱熔膠的燙傷風(fēng)險。某乳企實(shí)際應(yīng)用數(shù)據(jù)顯示,該技術(shù)使貼標(biāo)不良品率從3.2%降至0.15%。
調(diào)味品行業(yè)升級案例
某知名調(diào)味品企業(yè)日均生產(chǎn)醬料瓶5萬支,原人工貼標(biāo)線存在效率低、錯標(biāo)率高、油漬污染設(shè)備等問題。通過引入防水防油專項改造的圓瓶貼標(biāo)機(jī),在傳送帶與貼標(biāo)頭增加食品級特氟龍涂層,伺服電機(jī)增加雙層密封防護(hù),設(shè)備故障率從每月4次降至0次。智能視覺檢測系統(tǒng)集成瓶身清潔度檢測模塊,自動剔除殘留油漬的瓶子,標(biāo)簽貼合前進(jìn)行二次清潔,不良品率下降82%。配置3套快速換模工裝,支持玻璃瓶、PET瓶、復(fù)合膜瓶型5分鐘內(nèi)切換,設(shè)備利用率提升65%。單線產(chǎn)能從8000瓶/日提升至18000瓶/日,人工干預(yù)減少75%,生產(chǎn)周期壓縮40%。
醫(yī)藥行業(yè)精準(zhǔn)貼標(biāo)方案
在西林瓶貼標(biāo)場景中,設(shè)備集成工業(yè)相機(jī)與AI圖像處理算法,自動識別瓶體直徑(20-120mm)及標(biāo)簽位置偏差。當(dāng)檢測到歪斜超過0.5°時,系統(tǒng)立即啟動微調(diào)機(jī)構(gòu),使合格率達(dá)99.8%。某藥企案例顯示,標(biāo)簽底紙過厚導(dǎo)致的斷標(biāo)率從2.7%降至0.03%。針對洗發(fā)水瓶的曲面貼標(biāo)需求,動態(tài)張力控制系統(tǒng)通過算法實(shí)時調(diào)整出標(biāo)速度,配合真空吸附帶確保標(biāo)簽與瓶身同步旋轉(zhuǎn),實(shí)測數(shù)據(jù)顯示在600瓶/分鐘運(yùn)行狀態(tài)下,貼標(biāo)完整率保持99.7%以上。
標(biāo)簽適配性要求
要求供應(yīng)商提供材質(zhì)測試報告,重點(diǎn)考察不干膠初粘力(≥8N/25mm)、底紙厚度(60-80μm)及模切精度(±0.1mm)。建議選擇格拉辛底紙配合模切深度控制,可有效減少斷標(biāo)。
產(chǎn)能冗余設(shè)計
根據(jù)生產(chǎn)節(jié)拍計算理論產(chǎn)能時需預(yù)留15%冗余量,如標(biāo)稱10000瓶/小時的設(shè)備,實(shí)際持續(xù)運(yùn)行產(chǎn)能約為8500瓶/小時。優(yōu)先選擇支持卡扣式導(dǎo)軌、磁吸式標(biāo)簽盤等快速換型結(jié)構(gòu)的機(jī)型,換型時間可從傳統(tǒng)45分鐘縮短至8分鐘。
電源與清潔管理
確保設(shè)備接地可靠,嚴(yán)禁液體濺入電箱,建議每月檢查一次電氣連接。使用干布擦拭機(jī)身,避免腐蝕性清潔劑,每日清理傳送帶殘留物。定期檢查標(biāo)簽底紙質(zhì)量,建立耗材監(jiān)控機(jī)制。
熱線電話:13729987878
聯(lián)系人:鄧先生
手機(jī):13729987878
郵箱:dw13729987878@163.com
地址:廣東省東莞市寮步鎮(zhèn)嶺廈工業(yè)區(qū)創(chuàng)興街21號