您好,歡迎訪問東莞市大為機械設備有限公司官網(wǎng)!

大為機械,大有可為
自動化貼標套標灌裝包裝機械研產(chǎn)銷一站式廠家
全國服務熱線13729987878
全國服務熱線13729987878
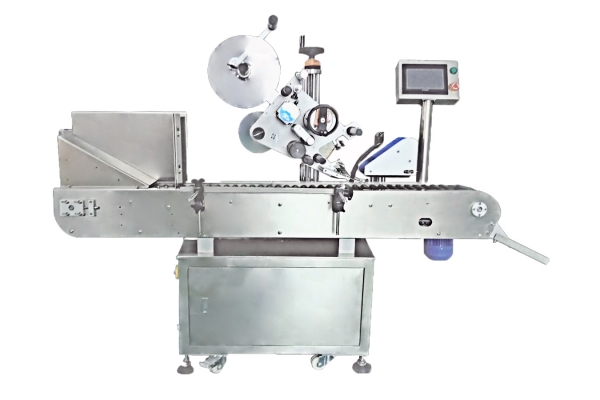
定位圓瓶貼標機作為自動化包裝領域的核心設備,其技術架構由機械傳動、光電控制、視覺識別三大系統(tǒng)構成。設備采用立式或臥式結構,通過PLC控制系統(tǒng)實現(xiàn)標簽的精準定位與貼附。
關鍵技術解析:
標簽剝離與輸送系統(tǒng)
標簽卷筒通過張力控制機構保持恒定拉力,剝離板采用R角設計確保標簽與底紙分離。牽引輪與壓緊機構協(xié)同工作,保證標簽輸送過程中無褶皺、無氣泡。
瓶體定位與分瓶機構
彈壓式分瓶裝置通過調(diào)節(jié)電機速度,適應不同直徑瓶體的間距要求。導向桿與定位機構實現(xiàn)瓶體三軸向固定,確保貼標時瓶體無偏移。
視覺識別系統(tǒng)(高端機型)
搭載高性能CCD攝像頭與圖像處理軟件,可識別瓶體表面定位點或圖案,實現(xiàn)圓周面±0.1mm精度的定位貼標。該系統(tǒng)尤其適用于預印有定位標記的高端產(chǎn)品包裝。
| 參數(shù)類別 | 技術指標 |
|---|---|
| 適用瓶體 | 直徑25-120mm,高度25-300mm(支持圓錐形瓶體) |
| 標簽規(guī)格 | 長度15-300mm,寬度15-130mm(底紙寬度20-160mm) |
| 貼標速度 | 單標75張/分鐘,雙標50張/分鐘(與瓶體尺寸相關) |
| 精度 | ±0.1mm(不含瓶體與標簽自身誤差) |
| 電源與功耗 | 220V/50Hz,0.4-0.5KW |
| 特殊功能 | 支持在線打碼(熱轉(zhuǎn)印/噴碼)、圓周定位貼標、無標自動報警 |
選型建議:
痛點:藥瓶直徑誤差±0.2mm,傳統(tǒng)機械式貼標易導致標簽偏移。
解決方案:采用視覺定位貼標機,通過CCD識別瓶身刻度線,實現(xiàn)標簽與瓶口對齊。
效益:貼標合格率從92%提升至99.8%,年減少標簽浪費成本約15萬元。
需求:正背標間距需精確控制,誤差≤1mm。
技術實現(xiàn):設備配置雙標頭與間距調(diào)節(jié)機構,結合編碼器實時監(jiān)測瓶體位置。
成果:生產(chǎn)線效率提升40%,人工復檢率降低至0.5%以下。
挑戰(zhàn):高端酒瓶表面凹凸不平,傳統(tǒng)壓頂機構易壓碎瓶體。
創(chuàng)新方案:采用柔性硅膠覆標輪與真空吸附裝置,適應曲面貼標。
數(shù)據(jù):破損率從3%降至0.2%,單線年節(jié)約包裝成本28萬元。
熱線電話:13729987878
聯(lián)系人:鄧先生
手機:13729987878
郵箱:dw13729987878@163.com
地址:廣東省東莞市寮步鎮(zhèn)嶺廈工業(yè)區(qū)創(chuàng)興街21號